Industrial centrifuge machines are crucial equipment in a wide range of manufacturing industries. They are used for separating liquids from solids, clarifying liquids, recovering valuable materials, and purifying products. These machines combine high-speed rotation with centrifugal force to achieve rapid and precise separation, making them indispensable in sectors such as food and beverage, pharmaceuticals, chemical processing, oil extraction, and wastewater treatment. Understanding how an industrial centrifuge machine works and why it is essential for manufacturing helps businesses optimize production, maintain quality standards, and improve operational efficiency.
How an Industrial Centrifuge Machine Works
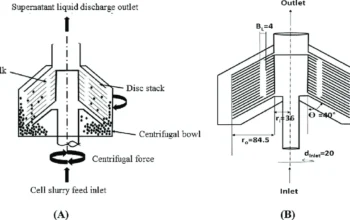
At the core of an industrial centrifuge machine is a high-speed rotating drum or bowl. When a mixture of liquids and solids is introduced into the drum, centrifugal force pushes denser particles outward toward the bowl wall while lighter liquids move toward the center. This separation occurs much faster than gravity-based methods and allows for the recovery of fine particles that would otherwise remain suspended.
For manufacturers seeking efficient, reliable separation, a modern Industrial Centrifuge Machine is designed with features such as automated solids discharge, adjustable feed rates, and real-time monitoring systems. Some models include a disc stack or scroll mechanism to enhance separation efficiency, while others are tailored for handling high-viscosity liquids or high-solids feed. By combining precision engineering with automation, industrial centrifuges ensure consistent output, minimal product loss, and reduced manual intervention.
Different types of industrial centrifuge machines are available depending on the application, including decanter centrifuges, disc centrifuges, and tubular bowl centrifuges. Decanter centrifuges are ideal for high-solids feed and viscous liquids, using a screw conveyor to continuously remove solids. Disc centrifuges employ a conical disc stack to increase the settling area and achieve high-efficiency clarification. Tubular bowl centrifuges provide extremely high g-forces for fine particle separation, often used in pharmaceutical and biotech applications.
Key Components of an Industrial Centrifuge Machine
The main components of an industrial centrifuge machine include the rotating bowl or drum, feed inlet, discharge outlets, drive system, and control mechanisms. The feed inlet ensures smooth entry of the mixture into the bowl, while discharge outlets separate clarified liquid and concentrated solids. The drive system, which can be electric, hydraulic, or belt-driven, determines the rotational speed and directly impacts separation efficiency.
Modern industrial centrifuges are also equipped with sensors and automation systems to monitor vibration, torque, rotational speed, and temperature. These features allow operators to detect imbalances, optimize feed rates, and maintain safe operation. Automated solids discharge and backwash cycles minimize downtime and reduce the need for manual cleaning, especially in high-volume industrial applications.
Industrial Applications and Benefits
Industrial centrifuge machines are used in diverse manufacturing sectors to improve efficiency and product quality. In the food and beverage industry, they clarify juices, wine, beer, and dairy products, removing sediments and impurities without affecting taste, color, or nutritional value. In pharmaceuticals, they are used to clarify fermentation broths, purify proteins, and recover sensitive biological products while maintaining their integrity.
In the chemical industry, centrifuge machines separate emulsions, recover solvents, and purify chemical intermediates. Oil processing relies on centrifuges to remove water, solids, and impurities from edible and industrial oils, enhancing stability and yield. Additionally, wastewater treatment plants use industrial centrifuges to dewater sludge, reduce disposal volume, and recover reusable water, promoting sustainable operations.
The key benefits of using an industrial centrifuge machine include high separation efficiency, continuous operation, minimal product loss, and reduced labor costs. Hermetically sealed designs prevent contamination and oxidation, while advanced control systems ensure consistent operation even with varying feed properties.
Maintenance and Operational Considerations
Maintaining an industrial centrifuge machine is essential for long-term reliability. Routine cleaning, lubrication of bearings, inspection of seals, and monitoring of operational parameters prevent wear and extend service life. Preventive maintenance schedules, combined with operator training, reduce the risk of unplanned downtime and maintain optimal separation performance.
Selecting the right centrifuge for a specific application is also crucial. Factors such as feed composition, solids content, viscosity, and production volume should guide the choice between decanter, disc, or tubular centrifuge types. Proper installation, calibration, and alignment further enhance performance and energy efficiency.
Conclusion
An industrial centrifuge machine is a critical asset in modern manufacturing, enabling rapid, efficient, and precise separation of liquids and solids. Its working principle, based on centrifugal force, combined with advanced engineering and automation, allows industries to improve product quality, increase yield, and maintain operational efficiency. By selecting the appropriate centrifuge type, implementing effective maintenance practices, and utilizing intelligent monitoring systems, manufacturers can maximize performance, reduce downtime, and achieve sustainable and high-quality production across diverse applications, from food and beverage to pharmaceuticals, chemicals, and oil processing.