
In modern industrial processes, achieving high product purity and consistent quality is a fundamental requirement for sectors such as food and beverage, pharmaceuticals, chemicals, and oil and gas. Separation technologies play a crucial role in ensuring that products meet strict quality standards while optimizing production efficiency. Among these technologies, the disc centrifuge stands out as a highly effective solution for rapid and precise separation of solids from liquids, as well as for clarifying immiscible liquids. Its advanced design and high-speed operation enable manufacturers to achieve superior product purity and improved overall quality.
Mechanism of Purification in Disc Centrifuges
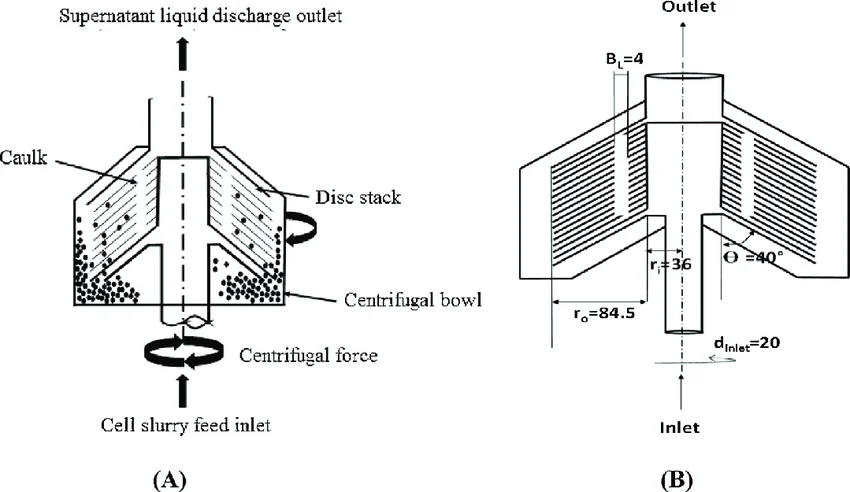
The purification process in a disc centrifuge relies on centrifugal force. The centrifuge consists of a conical bowl fitted with a series of stacked discs that significantly increase the effective settling area. As feed material enters the centrifuge, the centrifugal force pushes denser solids toward the bowl wall, while lighter liquids move toward the center, allowing for efficient separation. This high-speed separation ensures that even fine particles and emulsions are removed, producing a highly clarified liquid.
A Disc Centrifuge is particularly effective in applications where product purity is critical. In food processing, for instance, the centrifuge can clarify oils, juices, and dairy products, removing sediments and impurities that could compromise taste, appearance, and shelf life. In pharmaceutical manufacturing, it separates active ingredients from reaction mixtures or removes impurities from solvents, ensuring compliance with strict regulatory standards. The precise separation provided by disc centrifuges directly translates to higher product quality and consistency.
Continuous High-Speed Operation
One of the key advantages of disc centrifuges is their ability to operate continuously at high speeds. Continuous operation ensures a steady processing flow, which is essential for industries handling large volumes of liquids. High rotational speeds generate strong centrifugal forces, which accelerate separation and improve clarity. This rapid separation minimizes the residence time of sensitive products, such as dairy or fruit juices, reducing the risk of degradation or contamination.
The continuous operation also contributes to uniform product quality. By maintaining a consistent flow of feed material and precise control over separation parameters, disc centrifuges prevent fluctuations in product composition. This is particularly valuable in food and beverage production, where consistency in taste, texture, and appearance is critical for consumer satisfaction.
Removal of Fine Particles and Emulsions
Disc centrifuges are highly effective in removing fine particles, micro-sediments, and emulsified liquids that conventional filtration methods may fail to separate. This capability is crucial in both pharmaceutical and food industries, where even minute impurities can impact product quality. By efficiently separating solids from liquids or clarifying immiscible liquids, disc centrifuges enhance the purity of the final product, ensuring that it meets industry standards and regulatory requirements.
In pharmaceutical applications, precise removal of impurities prevents contamination, protects product efficacy, and ensures safety for end-users. In food processing, the removal of fine sediments and micro-particles improves the visual appeal, flavor, and texture of products such as fruit juices, edible oils, and dairy beverages. The enhanced separation capability of disc centrifuges directly contributes to higher-quality outputs and improved customer satisfaction.
Automation and Process Control
Modern disc centrifuges are equipped with automation and monitoring systems that further improve product quality. Sensors and programmable logic controllers (PLCs) monitor parameters such as rotational speed, feed rate, torque, and vibration in real time. Automated adjustments maintain optimal separation conditions even when feed characteristics fluctuate, ensuring consistent product purity.
Predictive maintenance features also help prevent operational interruptions that could compromise product quality. By alerting operators to potential issues before they become critical, disc centrifuges reduce the risk of contamination, downtime, and product loss. Automated cleaning and discharge systems minimize human intervention, which is especially important in industries requiring strict hygiene and contamination control.
Energy Efficiency and Minimal Product Loss
Energy efficiency is another important factor that indirectly enhances product quality. Efficient centrifuges reduce heat generation during operation, which is essential when processing temperature-sensitive liquids such as dairy, juices, and chemical solutions. Minimizing heat exposure preserves the physical and chemical properties of the product, maintaining its nutritional value, taste, and functional characteristics.
Additionally, disc centrifuges maximize product recovery by ensuring that solids and liquids are separated cleanly and efficiently. This reduces product loss and improves overall yield, contributing to both economic and quality advantages.
Conclusion
The disc centrifuge is a powerful tool for enhancing product purity and quality in a wide range of industrial applications. Its high-speed operation, continuous processing capability, and precise separation mechanism allow for the efficient removal of fine particles, sediments, and emulsions. Automation, advanced monitoring, and energy-efficient design further support consistent output quality, minimize contamination, and preserve the integrity of sensitive products. Whether in pharmaceuticals, food and beverage, or chemical industries, disc centrifuges help manufacturers achieve superior product purity, improved yield, and reliable quality, making them an essential component of modern separation processes.


